

超声相控阵技术是近20多年发展起来的无损检测技术,它的基本思想来自于雷达电磁波相控阵技术。超声相控阵通过多个独立的压电晶片组成阵列组成的换能器,聚焦声场为片状,能够得到缺陷的二维图像,被广泛应用到电力、石油化工、航空航天、核电等领域。
超声相控阵探伤的基本原理:
利用指定顺序排列的线阵列或者面阵列的阵元按照一定的时序来激发超声脉冲信号,使超声波阵面在声场中某一点形成聚焦,增强对声场中微小缺陷检测的灵敏度;同时,可以利用对阵列的不同激励时序在声场中形成不同空间位置的聚焦而实现较大范围的声束扫查。
超声相控阵的基本组成:一个基于计算机的复杂的仪器和一个换能器组件(探头)。
超声相控阵在焊缝探伤方面的基本步骤:
相控阵探伤焊缝探伤主要分为5个步骤:设备的校准、表面准备、耦合剂的选用、扫查、观察。
1.设备校准:开机后根据现实检查工件的必要设置好探伤仪的检测通道、扫描方式、材料声速、探头方法、闸门宽度、闸门起始、闸门高度等基本参数。
2.表面准备:焊缝表面应光滑平整且焊缝两侧1in(25.4mm)范围内不得有焊接飞溅、氧化皮、污物、铁锈和过大的粗糙度。
3.耦合剂的选用:耦合剂透声性应较好且不损伤钢带表面,如水、机油、甘油、化学浆糊等。
4.扫查:4.1 将耦合剂均匀的涂抹在焊缝及热影响区上。
4.2 在适当的跨距或半跨距距离,平行于焊缝的方向上对焊缝及热影响区全长100%进行扫查。
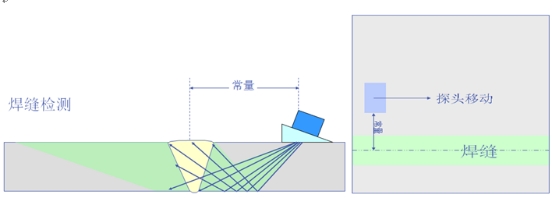
4.3 确保声束垂直(声束角)于焊缝(下图),特别注意工件边缘的焊缝位置。
4.4 重复检验焊缝的另一侧。
4.5 探头扫查速度一般不应超过6 in./s (150mm/s)。且声束覆盖率≥15%
5.观察:在扫查时观察超声波显示若报警闸门的超声波显示,此焊缝应拒收。
相控阵探伤的应用实例
